HolQ
★Gruba ryba
#hobby #druk3d #drukowanie3d #modelarstwo #malowaniefigurek
Mushroom nymph.
Troszkę oczka mi się rozjechały no ale cóż....
Koniec z leśnym motywem na jakiś czas....kolejna będzie naughty sorceress xD





#hobby #druk3d #drukowanie3d #modelarstwo #malowaniefigurek
Mushroom nymph.
Troszkę oczka mi się rozjechały no ale cóż....
Koniec z leśnym motywem na jakiś czas....kolejna będzie naughty sorceress xD

Bajer- mógłbyś to sprzedawać
Zaloguj się aby komentować
#druk3d #drukowanie3d #hobby #modelarstwo
Coś ostatnio mam wkrętkę we wróżki i leśne stwory xD . Następny w kolejce jest succub, a potem....znowu dwie wróżki xD . Nie wszystkie zdjęcia się zmieściły wiec dodaje w komentarzu
"...An ancient spirit the watches over the doorways between Fey and Tharador. She can travel at will to any of the passage ways, be they the Pillars of the Ten’gwaël scattered at each end of Tharador or the doors that dwell within the mountains of the land. Each person that somehow enters the Fey is detected and questioned by Elenil. Should they fail her questions, she will allow them grounds to leave, or an all or nothing deal by besting her at a game of riddles. Should an intruder win, they can proceed through the Fey, should they lose she kills them..."




Zaloguj się aby komentować
#druk3d #hobby #drukowanie3d
Cześć. Wrzucam kolejne "dzieło"
To również pierwszy raz, kiedy używałem air brush I nie ukrywam, że chyba jednak wolę pędzel. Airbrush więcej czyszczenia niż aktualnego malowania





Zaloguj się aby komentować
Uwaga, będzie ciekawa kombinacja tagów
#kolej #lego #koty #ciekawostki #druk3d
Niewdzięczne pchlary, taki za⁎⁎⁎⁎sty set a one nim nie chcą jeździć ( ͡° ͜ʖ ͡°)

@Felonious_Gru było
https://www.hejto.pl/wpis/lubie-pociagi-i-koty-wiec-ten-filmik-podoba-mi-sie-podwojnie-jestem-pod-wrazenie
Zaloguj się aby komentować
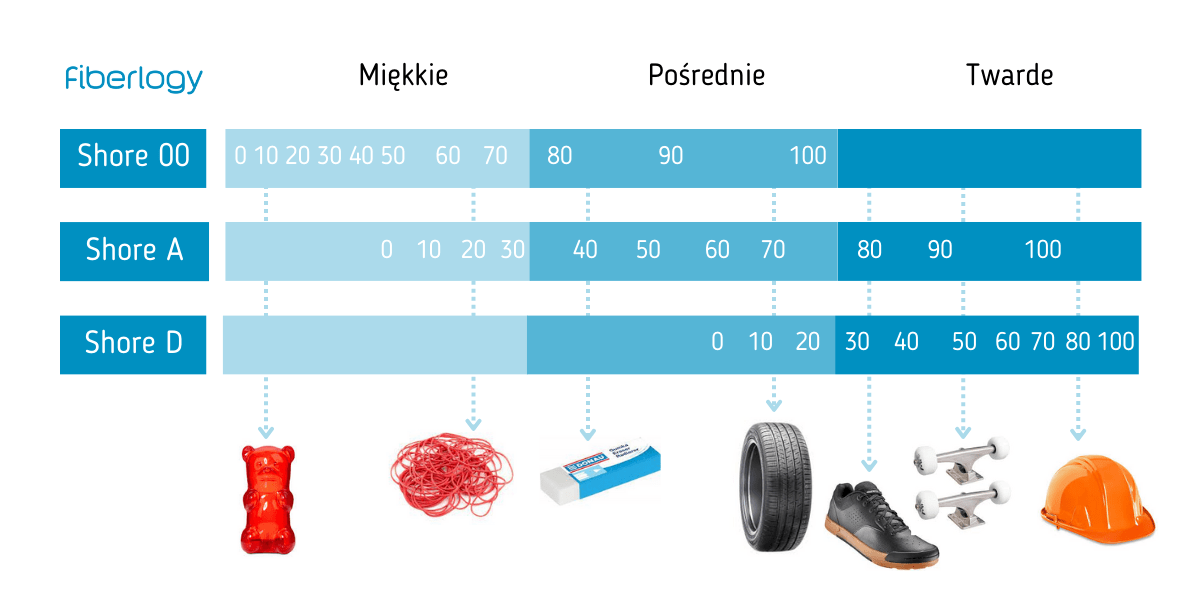
Postanowiłem spróbować swoich sił z drukiem 3d przy użyciu elastycznego filamentu. Kupiłem filament TPU firmy fiberlogy o twardości 30D
https://fiberlogy.com/wp-content/uploads/2023/03/Skala-Shore-min.png
Model który chce wydrukować to prosta zatyczka na puszkę.
Mój pierwszy wydruk to kompletna porażka. Zmniejszyłem prędkości do zalecanych (30mm/s dla TPU, ABS drukuje z 3x większymi prędkościami) niestety nie wiedziałem że trzeba jeszcze obniżyć opory podawania filamentu do głowicy drukującej. Przez nadmierne opory filament nadciągnął się przez co głowica wytłaczała go zdecydowanie za mało. Przerwałem wydruk gdy boczna ścianka wydruku zaczęła wyglądać jaki poszarpane sito.
Do drugiego wydruku zmodyfikowałem drukarke robiąc dziurę na filament w odbudowie dokładnie nad głowicą, zdemontowałem również rurkę która normalnie doprowadza filament. Rolkę z filamentem umieściłem dokładnie na górze drukarki. Zmniejszenie oporów sporo pomogło, drugi wydruk wyglądał ok, niestety rozpadł się przy próbie odklejenia. Głowica w dalszym ciągu wytłaczała za mało filamentu, być może dałem też zbyt dużo chłodzenia.
Trzecie podejście wyszło prawie ok. Zmniejszyłem nawiew do 40%, zwiększyłem "extrusion rate" do 1,10.
Wydruk ma w miarę gładkie powierzchnie boczne (jest kilka artefaktów w miejscu gdzie głowica kończyła warstwę). Górna powierzchnia też wygląda ok. Problem natomiast jest z cienką ścianką boczną. Z jakiegoś powodu warstwy zewnętrzne nie związały się z warstwą wypełnienia. Następnym razem spróbuję zwiększyć szerokość nachodzenia na siebie warstw, może to coś da.
W każdym razie walka trwa a efekty dotychczasowych prób - na zdjęciach.
#druk3d #diy



Temperature w gore z 10 stopni a Flow, jeśli to nie jest to samo co extrusion rate, Co najmniej 5% w górę.
Zaloguj się aby komentować
#hobby #modelarstwo #druk3d #drukowanie3d
Cześć. Skończyłem dziś malować kolejna figurkę. Chyba najmniejsze i najbardziej szczegółowe co do tej pory zrobiłem. Dopiero po primingu zorientowałem się, że to co wcześniej brałem za gruz tak naprawdę jest rozwalonym posągiem orla i rozbitą misą(albo czyms w tym rodzaju)....a na wazie na ktorej stoi kot sa szkielety
Niestety FEP film w mojej drukarce już był trochę zużyty i było parę źle wydrukowanych miejsc, ale myślę że jakoś e miarę udało mi się ukryć w zalewie szczegółów.
Jako bonus w komentarzu dorzucam dwa zdjęcia z moich pierwszych prób malowania za pomocą airbrush I tego jak działają farby kolor shifters




Zaloguj się aby komentować
#hobby #druk3d #drukowanie3d
Nudna niedziela, więc postanowiłem poćwiczyć horizontal priming





@HolQ jaką masz drukarkę? Zastanawiam się nad kupnem czegoś na początek. Np. creality ender 3. Co o tym sądzisz?

@HolQ ile waży taki wydruk z żywicy?

Komentarz usunięty
Zaloguj się aby komentować
Jako że jestem fanem gry #warthunder to postanowiłem sobie drukować amunicję z grywanych przeze mnie pojazdów. Dzis wydrukowałem amunicję 30mm do samolotu A-10 Warthog aka Brrrt.
Bateria AA dla skali. Druki będę w wolnej chwili malował zgodnie z kolorystyką.
Czas druku: niecałe 6h.
#druk3d
#wojsko #czolgi #samoloty


Czy mi się wydaje czy produkujesz amunicję? Dzwonię do prokuratury

Jak za młodu czytałem o nabojach 30mm to myślałem, że takie wcale nie za duże. Tak się wydaje dopóki się tego nie weźmie do ręki, albo @dildo-vaggins nie wydrukuje dla porównania. Niezłe bydle.

Miałem dokładnie taki sam pomysł gdy myślałem nad kupnem drukarki 3D, ale mnie uprzedziłeś ( ͡° ͜ʖ ͡°)
Zaloguj się aby komentować

Naukowcy Z USA wydrukowali tkankę ludzkiego mózgu. Korzystając z druku 3D, otrzymali tkankę, która w dużej mierze przypomina prawdziwą. "To, co odkryliśmy, było zaskakujące" — twierdzą. Wydruk może pomóc w badaniu różnorodnych zaburzeń, w tym choroby Alzheimera czy Parkinsona. Umożliwia...
#druk3d
Cześć, czy ktoś bawił się w temat dual-in-one hotend? Chodzi o takiego Y jak tutaj:
https://www.3djake.pl/phaetus/taichi-hotend
Chciałbym ogarnąć dosyć podstawowe kwestie zanim wywalę ~5-6 stów na taką modyfikację żeby się dowiedzieć że to nie pyknie:
Ten konkretny podobno kompatybilny z enderem. To świetnie się składa, bo mam 5pro, tylko co to znaczy że jest "kompatybilne"? plug&play domyślam się że to nie jest, bo potrzebuję drugiego extrudera, trzeba to okablować, firmware tego pewnie też nie obgoni, slicer tak z domysłu też pewnie tego nie obskoczy. Tyle pytań, zero odpowiedzi
O ile drukowanie dual-color wydaje się dosyć proste (o ile wszystko się ogarnie na poziomie drukarki) bo przestajesz pchać jeden materiał i zaczynasz pchasz drugi materiał, to jak to się obskakuje jeśli materiały mają różne parametry druku? Na konkretnym przykładzie, PLA: flow 100%, temp 200 , PLA-LW flow 40% temp 255. Czy to jest w ogóle do pogonienia?
Tyle moich wątpliwości na razie, ale jeśli ktoś ma jakiekolwiek doświadczenie w tej materii to dowolne doświadczenie/opowieść przyjmę z wdzięcznością i piorunem

@mroczny_pies tak jak piszesz, potrzebujesz drugi extruder i go obsłużyć w programie. Do tego zmiana filamentu to nie tylko przestaje pchać jeden i zaczyna drugi, tylko musi pierwszy wycofać, pchać drugi i gdzieś pozostałość pierwszego wypluć.
Pewnie będziesz musiał zmienić firmware albo i nawet płytę główną drukarki.
Ja miałem podobny tylko dużo tańszy, ale brakowało mi dobrego extrudera żeby go obsłużyć.
Zaloguj się aby komentować
Mam i ja, ale frajda oglądać jak z plastikowego druta powstaje coś użytecznego ( ͡ʘ ͜ʖ ͡ʘ)
Ender 3 v3 KE + root (mainsail + octo + orca slicer)
#chwalesie #druk3d


co drukujesz?

Kurde ale wolno idzie. Już 10 minut oglądam a cały czas tą samą warstwę drukuje.

weź mi coś wyczaruj tym🤪
Zaloguj się aby komentować
Druk numer trzy, jest dużo lepiej. Live Z poszło 0,2 w dół, stopa słonia wywalona, latanie przez model z uniesioną dyszą wyłączone, temperatura stołu podniesiona do 60 st. C, brim wywalony, podpory tylko w modelu. Na wcześniejszej sztuce próbowałem podtapianie, ale nie znalazłem jeszcze dobrej temperatury. Jestem wystarczająco zadowolony żeby po obróbce wewnętrznych powierzchni uszczelki zamontować to i sprawdzić jak będzie się trzymało długoterminowo w samochodzie.
https://www.hejto.pl/tag/macmajster#macmajster #samochody #prestizowygruz2 #zrobtosam #diy #druk3d


to będzie w środku auta? PLA raczej się do tego nie nadaje. W lecie może popłynąć. Wiele PLA robi się plastycznych w okolicy 40 stopni

Dziś przyszły zamówione na allegro nakrętki do klejów /silikonów. Druk 3d, w środku oring, piękna robota.
Tak sobie to właśnie wyobrażałem

@macgajster jak pokona ją temperatura to możesz spróbować wydrukować formę z PLA i zalać ją silikonem formerskim twardym. Parę uszczelek odpornych na wrzątek tak zrobiłem.
Zaloguj się aby komentować
#druk3d #drukowanie3d #hobby
Ok....smoku skończony xD wypełnianie przestrzeni pomiędzy żółtymi kwiatami to była katorga, ale zrobiłem co mogłem
Chyba sobie jednak jakąś przerwę zrobię z 2-3 tygodnie przed kolejnym xD






@HolQ skąd znasz mojego kuzyna?

@HolQ za⁎⁎⁎⁎ste, jak dostanę premię odezwę się ( ͡~ ͜ʖ ͡°)
@HolQ bałdzo ładne
Zaloguj się aby komentować
#druk3d #drukowanie3d #hobby Co myślicie o takiej scence? XD Kurde jakieś tło by się przydało lepsze niż kaloryfer ;D ktoś ma jakiś pomysł jak dorobić tło?

Ten feniks wygląda kozacko

Perełka miodowa to najlepsze tło.

@HolQ
ktoś ma jakiś pomysł jak dorobić tło?
Przejdź się po śmietnikach. Nawet nie musisz wchodzić, takie płyty - plecy z mebli stoją zwykle przy
W międzyczasie, proszę
Sam ciąłeś to na farby laserem?

Zaloguj się aby komentować
Walczę z moją drukarka 3d od jakiegoś już czasu, okazało się, że po 1 miałem zepsuty podajnik filamentu, plastikowy był i się połamał w miejscu kółka i nie było dobrego docisku.
Po 2 miałem jakiś kiepski filament
Po 3 klej w sztyfcie średnio sobie dawał radę, lakier do włosów jest dużo lepszym mocowaniem do stołu :)
Po 4 ustawienia! Jak cholernie dużo zależy od ustawień, to dopiero moje początki z #druk3d więc się nie znam za bardzo, dlatego eksperymentuje z ustawieniami
Taka skrobaczkę sobie zrobiłem żeby czyścić stół z lakieru i resztek filamentu


Majsterkowanie przy drukarce to niekończąca się przygoda, świetnie że udało ci się doprowadzić do stanu w którym drukuje :)
Ja osobiście używam już po prostu starego noża obiadowego do ściągania druków, ale to dlatego że moja nakładka na stół jest wymienialna.
Co do dyszy, to jeśli nie zmieniałeś to na 90% 0.4 mm, jeśli zmieniałeś to powinno coś pisać na niej. Ale sądząc po tym że druk się udał to masz taką samą jaką masz ustawioną w oprogramowaniu :)
Zaloguj się aby komentować
@cebulaZrosolu @Marchew @D21h4d @Boltzman Wołam, bo byliście zaangażowani w temat robienia uszczelki od zera.
Kupiłem filament, wczoraj testowałem na prostych kształtach z podporami, dziś wydrukowałem na próbę swoją uszczelkę.
Nie jest źle, choć ustawienia ewidentnie można poprawić. Najgorzej wygląda pierwsza warstwa, jakby trochę za rzadko przebiegi były i chyba również za daleko od stołu. Po podporach pozostają pojedyncze linie, trochę ciasne miejsce żeby podejść bocznymi i je wyciąć. Wypełnienie 70%, jest dość sztywna w grubszych fragmentach, natomiast w osi ładnie się ugina.
#macmajster #samochody #prestizowygruz2 #zrobtosam #diy #druk3d




Jaka drukarka, jaki filament?
Ten spód rzeczywiście słabo wygląda, drukowałeś z raftem?
Masz w swoim slicerze opcję szew zlokalizować w jednym miejscu zamiast losowo? Jak będziesz miał wszystko w jednym pasku to łatwiej to ogarnąć papierem ściernym.
@macgajster z czego drukowałeś?
Jak masz wątpliwości co do szczelności ustaw w piekarniku temperaturę ciut niższą niż topnienia i wygrzej z 30 minut.
Zaloguj się aby komentować
Kolega z pracy, który bawi się drukarką 3D dostał ode mnie nietypowy projekcik ( ͡° ͜ʖ ͡°)
#hejtoobrazapapieza #cenzopapa #druk3d


@kitler69 Okrutnik ( ͡~ ͜ʖ ͡°)
Octopapus
@kitler69 podzielisz się modelem?:D
Zaloguj się aby komentować
#druk3d #drukowanie3d #hobby
Cześć wszystkim
2 miesiące temu postanowiłem kupić sobie drukarkę 3d, na żywicę.
Ktoś z Was bawi się w malowanie/druk 3d resin ? Jak tak to jakieś porady itp ?
Wiec teraz drukuje sobie modele i maluje. Nie podejrzewałem nawet, że to bedzie tak wkręcające u satysfakcjonujące. Wrzucam parę zdjęć tego co do tej pory zrobiłem. Jak też się w to bawicie to podzielcie się swoimi






@HolQ a powiedz mi proszę, czy to jest trudne jak już się ma taką drukarkę? Czy trzeba mieć jakieś umiejętności projektowania czy programowania?czy jakoś wybiera się jakieś modele gotowe? Wiem, że projektowanie 3d to dosyć skomplikowana i pracochłonna sprawa. Pytam, bo myślałem o kupnie takiej drukarki dla córki 11 lat. Robi takie rzeczy w szkole i jej się podoba, ale tam zawszw jest prowadzący zajęcia i on ogarnia. Nie wiem czy poradzi sobie sama, jak by miała taką drukarkę w domu.
@Modrak Ja nawet nie próbuję samemu projektować. Nie znam się na grafice 3d. Ale blueprinty do druków beż problemu znajdziesz w sieci miliony. Część za darmo, za niektóre trzeba płacić.
Myminifactory.com
Cults3d.com
Printables.com
Hmmm nie wydaje mi się, żeby 11-latka poradziła sobie z ustawieniem drukarki. Raczej Ty musiałbyś się nauczyć to robić, potem nauczyć ją;) albo uczylibyscie się razem. Tylko trzeba trochę samozaparcia i cierpliwosci . Na początku to jest dosc ciezkie do ogarniecia. Ale mogę się mylić i to tylko ja miałem takie problemy ;D . Software do drukarki jest darmowy i automatyczne ustawienia są relatywnie dobre, warto tylko pozmieniac pare opcji, zeby wydluzyc czas zycia niektorych czesci
Płatne programy są dużo lepsze.
Ja się jeszcze uczę optymalizować ustawienia, żeby ogarnąć jak najlepsza jakosc wydruku, teraz ćwiczę dobieranie parametrow supportu (filary, które trzymają model w kupie i przeciwdziałają złamaniu się modelu podczas druku), bo te z darmowego software so do bani. Ciężko jest odciąć i zostają ślady na wydruku. Duża część blueprintow jest pre-supportowana.
Co do farb i pedzlow to są dość drogie, ale podejrzewam, że dla niej najtańsze akrylowe byłyby ok na początek. Ja używam speedpaint 2.0. 18 ml buteleczka ok. 5£, ale masz to na długi czas. One są dla amatorów, bo nie musisz się bawić w shadowing i highlighting - te farby same to robią:) . Dla mnie to wybawienie, bo mam ślepotę barwna (nie daltonizm) I za cholere z cieniowaniem bym sobie nie poradził
Żywica...śmierdzi, więc dobrze jeśli miałbyś oddzielne pomieszczenie na drukarke (ją nie mam) - maseczka obowiązkowa, tak samo rękawiczki. Litr żywicy ok. 20£ . Na tego feniksa zeszło z tego co pamiętam ok 200-250 ml. Ale jest spory, 30 cm wysokości.
Koszt samej drukarki to wyniósł 350£ + wash/curing station 100£


@HolQ bardzo dziękuję za szczegółowy opis. Przegadam to jeszcze z nią. Jest ogarnięta i naprawdę kumata, ale to oddzielne pomieszczenie może być problematyczne. Twoja odpowiedź dużo rozjaśnia. Dzięki 😀
@HolQ Dlugotrwala ekspozycja na żywice powoduje alergie i szybciutko będziesz musiał hobby porzucić jeśli się nie będziesz odpowiednio zabezpieczał.
@Hasti dlatego obsługuje drukarkę tylko w maseczce rękawiczkach i nie drukuje jak jestem w domu. Wracam, czyszcze wszystko przy otwartych oknach i wietrzę. To nie wystarczy?
W moim przypadku będę za niedlugo i tak zmieniał mieszkanie na takie z garażem i planuje ja trzymać tam
@Hasti na które?
@HolQ A ja zapytam jak przygotujesz wydruk do malowania, jakiś podkład, specjalne farby którymi można bezpośrednio malować?
Ja mam drukarkę elegoo Mars i poziomowanie jest bajecznie proste, bo platforma jest ustawiana na ruchomej kuli i jak dojedziesz do tacki to po prostu ją blokujesz śrubami I tyle. Drukuję też że zwykłej filamentem pla i nie wiem właśnie jak przygotować i czym malować żeby było ok.
Takiego efektu jak ty uzyskałeś raczej mieć nie będę, ale bardziej myślałem żeby z dzieckiem jakieś proste figurki malować

@AliGi ten primer jest spoko
Kurde zazdroszczę Ci ze tak łatwo Ci było ustawić. W photon m5 masz po prostu 4 śruby I za cholere nie byłem w stanie tego ustawić tak żeby nie zrywało Fep, a zmienianie tego jest trochę czasochłonne i upierdliwe. W którymś modelu mars masz chyba do kupienia tacki z założonym FEP od razu.



@AliGi
Wydruk, bądź plastikowe figurki trzeba dobrze przygotować do malowania.
Umyć wodą z płynem do mycia naczyń, użyć podkładu (może być z puszki w sprayu), odczekać do wyschnięcia i malować.
Można użyć szarego, czarnego lub białego (w zależności od kolorów. Żółty kolor ciężko jest namalować na czarnym). Albo ich kombinacji (czarny z białym, biały pryskany z góry tam skąd światło pada na figurkę, ułatwia malowanie cieni).
Oczywiście malując z puszki, pełna ostrożność i zalecenia.
Są też podkłady w buteleczkach jak farby, można pędzlem nałożyć.
Edit: dodam że żywicowe po wydruku trzeba kurować, w słońcu kilka godzin, lub pod pampą UV.
Zaloguj się aby komentować
Clint Eastwood mający już 93 lata w 2023 roku odwiedził studio które zajmuje się produkcją artykułów kolekcjonerskich.
W filmiku jego reakcje widząc technologię i jego wydrukowane filmowe podobizny z "tamtych" lat
Swoją drogą figurki zaczynają się od 300$.
#clinteastwood #filmy #ciekawostki #druk3d

Dla mnie jeden z najlepszych reżyserów filmowych w historii.

Niesamowity człowiek. Wspaniały aktor, reżyser. Szacun.

Niesamowite jak trzeźwy umysł ma w tym wieku.
Zaloguj się aby komentować
#konstruktorelektrykamator
Byłem na targach #Metaltech.
Ze wszystkich stanowisk najciekawsze wydaje mi się to z Sieci Badawczej Łukasiewicz.
Mieli na wystawie komorę spalania silnika rakietowego wydrukowaną w 3D, płytę wtryskową do innego silnika. Ogólnie #druk3d w metalu.
Po sąsiedzku też było stanowisko z drukiem 3D.





@myoniwy nie wiem czy jest to powszechnie znana wiedza czy rzucam dobrą ciekawostkę:
https://www.relativityspace.com/
i film z odpalenia:

@mroczny_pies Dla ludzi interesujących się rakietami i kosmosem to wiedza podstawowa

Fajnie i wgl ale ktoś testował te rakietową komorę?? Bo jak znam te wynalazki to by to nic nie wytrzymało
@Fox Tak. To są elementy testowe, może nie ten konkretny egzemplarz ale testują takie silniki. Długo nie trzeba szukać, rocketlab i ich silnik Rutheford. Drukowany w 3D, pompy zasilane elektrycznie.
Relativity Space też drukuje swoje silniki.
Łukasiewicz też odpalili pierwszą na świecie rakietę z silnikiem Rotating Detonation Engine, też drukowany w 3D.
Technologia jest taka że bez problemu wytrzymuje.
@myoniwy podobne wydruki w szkole robiliśmy już w 2013 roku. Technologia MIM
Zaloguj się aby komentować